泰亚赛福 ―― 世界领先的检测仪器集成供应商
泰亚赛福 ―― 世界领先的检测仪器集成供应商 



添加时间:2009-10-12 编辑:泰亚赛福 阅读:次

SAF等离子焊接系统几组典型组合: 
|
| 电源: | ||
 NERTAMATIC450自动焊接电源为全数字控制可编程电源,直接由系统内的工业PC机控制,该电源内包括直流焊接和等离子辅助电源,两台电源均具有出色的垂直外特性,从而保证焊接电弧及等离子先导弧非常稳定。采用超高速开关频率的功率器件,该电源能提供1000HZ的脉冲频率,通过高频脉冲电流峰值及基值快速转换,可增加电弧的自压缩功能,能提高电弧的穿透能力,从而保证焊缝正反面成型美观,质量可靠。 NERTAMATIC450自动焊接电源为全数字控制可编程电源,直接由系统内的工业PC机控制,该电源内包括直流焊接和等离子辅助电源,两台电源均具有出色的垂直外特性,从而保证焊接电弧及等离子先导弧非常稳定。采用超高速开关频率的功率器件,该电源能提供1000HZ的脉冲频率,通过高频脉冲电流峰值及基值快速转换,可增加电弧的自压缩功能,能提高电弧的穿透能力,从而保证焊缝正反面成型美观,质量可靠。 | ||
 BUFFALO TIG/PLASMA为SAF公司实用型自动TIG/等离子焊设备.该设备主要用于板材对焊接,在焊接时无需复杂的自动焊接控制.根据BUFFALO自动TIG/等离子焊设备的特点,BUFFALO自动TIG/等离子焊系统主要适用于锅炉的零件预加工,有缝钢管焊接,电气部件及汽车部件的制造等. BUFFALO TIG/PLASMA为SAF公司实用型自动TIG/等离子焊设备.该设备主要用于板材对焊接,在焊接时无需复杂的自动焊接控制.根据BUFFALO自动TIG/等离子焊设备的特点,BUFFALO自动TIG/等离子焊系统主要适用于锅炉的零件预加工,有缝钢管焊接,电气部件及汽车部件的制造等. | ||
 NERTAMATIC 300TR: NERTAMATIC 300TR:NERTAMATIC300TR为可编程序控制的晶体管斩波式自动焊接电源,整个电源通过串行口由MANAGER系统控制,具有自动等离子/TIG焊必需的所有焊接控制接口,NERTAMATIC300TR焊接电源包括两台电源,焊接主电源及等离子弧辅助电源均具有优秀的垂直外特性,从而保证焊接电弧及等离子先导弧非常稳定. 经微处理器的数字处理及闭环反馈,NERTAMATIC300TR可提供0-500HZ的脉冲电流,通过高频脉冲电流峰值及基值快速转换使电弧自压缩功能增强,该电弧压缩功能同气体压缩,喷嘴的机械压缩等功能相结合,使等离子焊弧具有最佳的焊接熔深,保证焊缝正反面成型美观,质量可靠。 | ||
| NERTAMATIC 450 操作箱由独立的微处理器控制,专门负责同系统内部的工业计算机之间的数据交换,数据通讯由光缆完成,保证数据传输的准确性。450操作控制箱的最大优点是尽量避免使用按键,复杂的提示菜单,面板功能按钮采取示意方式设计,使操作人员能快速掌握。 |
 | |
| 等离子气体编程控制单元: 自动等离子焊过程中常常需要控制和调节等离子气体的流量,另外在小孔效应环缝自动等离子焊中,收弧时等离子气体应伴随着焊接电流的衰减而衰减,并且自动送丝系统,自动弧压跟踪系统及焊枪或工作运动系统作出相应的控制,以利于填充小孔效应形成的焊接小孔。 |
 | |
| 所有的焊接周期动作控制编程由控制系统MANAGER进行,等离子气体编程单元核心为16位微处理器,根据MANAGER系统的控制指令,控制不同周期的气体流量,该装置包括气体流量传感器以进行闭环伺服反馈并实时调节气体流量大小。 | ||
| 自动送丝机构 该自动送丝机构由自动焊控制系统内的工业计算机控制。采用全闭环反馈及计算机控制技术实现焊接过程中的稳定送丝以得到美观的焊缝成型 | |
 |
主要技术特点: ★ 驱动方式 四轮送丝 ★ 驱动系统 闭环反馈的直流伺服系统 ★ 送丝速度 0-10m/min ★ 速度控制精度 ±1% ★ 钢焊丝直径 φ1.0-1.2mm为标准件; φ0.8,1.6mm为选择件 |
| 自动电弧电压跟踪系统 在自动TIG/等离子焊过程中,电弧电压同电极与工件之间的距离成正比,其他焊接参数应保持不变。SAF公司通过此原理,采用全闭环反馈及计算机控制技术实现焊接过程中的自动弧压跟踪功能。 | |
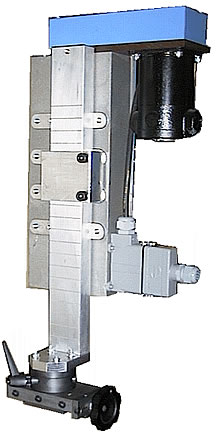 |
主要技术特点: ☆ 自动跟踪行程 200mm ☆ 前后焊枪调节行程 50mm ☆ 跟踪的电压范围 5 - 50V ☆ 电动滑块的速度精度 ±1% ☆ 电压跟踪精度 ±0.1V ☆ 最快电动滑块速度 250cm/min ☆ 驱动单元 闭环反馈的直流伺服系统 |
| 水箱: | |
|
主要技术规格:★ 功率: 4.5 KW ★ 初级电源: 220V ★ 进出水路数: 2 进/2出 ★ 冷却水过滤网: 有 ★ 内置式温度及流量安全保护装置 ★ 噪音: 65 DB |
 |
为提高整个系统的抗干扰性,SAF公司精心设计该连接箱,远离控制中心单元-计算机系统。该连接箱全部采用快速接头,使焊枪的连接、拆卸快速,方便。 |
 自动等离子及TIG焊枪:SP6/SP7 自动等离子及TIG焊枪:SP6/SP7多功能自动焊枪、适用于多种焊接工艺方法:如常规TIG焊和双气流TIG焊,得益于SP6焊枪的高性能,在等离子焊时,3-8mm不锈钢,7mm碳钢及10mm钛等材料在无坡口对接情况下能实现一次单面焊双面成型。在TIG焊时,SP6焊枪能焊接0.8-2.5mm的上述材料。 | |||
| 技术规格: 等离子焊: 最大焊接电流380A(100%暂载率) TIG焊: 最大焊接电流480 A(100%暂载率) 喷嘴,钨极 | |||
| 产品名称 | 产品简介 | 产品编号 |
|---|---|---|
| 法国SAF等离子焊接系统 | MW-04002-00 |








 您当前的位置:
您当前的位置:

 加入对比
加入对比