泰亚赛福 ―― 工业设备集采平台
泰亚赛福 ―― 工业设备集采平台




 200Zn气保焊机
200Zn气保焊机 500EX气保焊机
500EX气保焊机 280i铝焊机
280i铝焊机 ADMIRAL 500W AC/DC数字式交…
ADMIRAL 500W AC/DC数字式交… MIG480厚板铝焊系统
MIG480厚板铝焊系统2009/6/10 14:07:53 阅读:1752次

|
MIG480厚板铝焊系统
此套系统采用双电源供电焊接模式,两台 480TRI 电源,一主一从,完美的电源供应,得到稳定的高强电流,使焊接大厚度铝板成为可能,焊接板厚范围可到 15―150mm ,并得到完美焊接效果。与其它设备相比,其焊接的高质量及高产性,使投入与产出比,进一步减小,是您焊接大厚度铝板焊接的理想选择。  = 三相电源电压: 230/400/440V( 50Hz ) = 初始电流: 2*32A ( 400V ) = 焊接电流: 900A ( 100% ) = 电缆长度: 30 米 = 小车: MEGASAF 4 ALU = 焊枪: TM700 = 焊丝直径: 2.4-3.2mm = 焊接厚度范围: 15mm-150mm SAFMIG 480 TRi
本系列MIG焊机集八大技术革新和专利技术(“柔性”短弧/ “动态”短弧/低噪音脉冲/超射流模式/热起动/4阶程/PR-SPRAY系统/定序功)于一身,是目前最先进的MIG焊机之一。独特的热起弧功能保护在起弧处充分熔合,大于700A的热起弧脉冲峰值电流击碎表面氧化层精确而连续地控制脉冲参数,同时对焊接峰值电流不进行限制。真正实现一个脉冲过渡一个熔滴,该专利工艺采用电弧射流型突变技术。
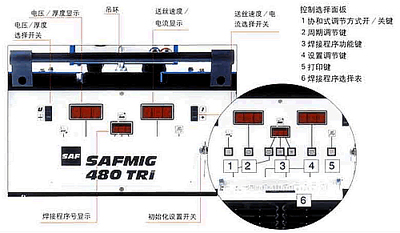 PC机连接
通过连接PC机和应用专用软件,能储存和交换电源新的参数,从而对焊接参数进行实时控制
打印连接
备有打印接口能在焊接过程中实时或滞后各种焊接不清参数
校准显示器
它能直接在初始化模式校正显示参数不清
完美的焊接过程:
大于700A的起弧峰值电流穿透表面氧化层,简便并迅速起弧,通过控制所有焊接参数,使焊接程序达到最优化,保证焊接接头获得高品质性能。 焊接循环:
2阶程/4阶程/点 热起动/冷起动/衰减/定序功  PR-SPRAY系统:
通过PR-SPRAY(短弧)功能获得完美的熄弧,在焊缝的末端产生峰值电流以获得极好的焊丝端头,从而有利于下次起弧。  采用定序功能焊接规范:
特殊的焊接方法能自动地将冷规范和热规范起弧组合在一起,因为每个程序的时间和参数可调节,从而获得最佳的电弧过渡形式,这种功能更好地控制热输入量,使得它能适合各种焊接位置。  4阶程焊接模式:
在不停止焊接的情况下,可直接通过快速压焊枪按钮而得到不同电流,这种模式能达到连续控制熔池。优点:在改变方向或位置和薄板空间变化时,焊工操作更方便  技术特点
动送丝小车:
|
|||||||||||||||||||||||||||||||||||||||||||||||
| 产品编号 | 产品名称 | 产品简介 | 产品价格 |
|---|---|---|---|
| MW-02061-00 | MIG480厚板铝焊系统 | 0¥ |
 您当前的位置:
您当前的位置:




 加入对比
加入对比