最佳答案
最佳答案| 等离子弧:光束高度集中,温度在10000-16000℃弧光区的弧光能量能完全被转化到工件上,提高生产率。 | 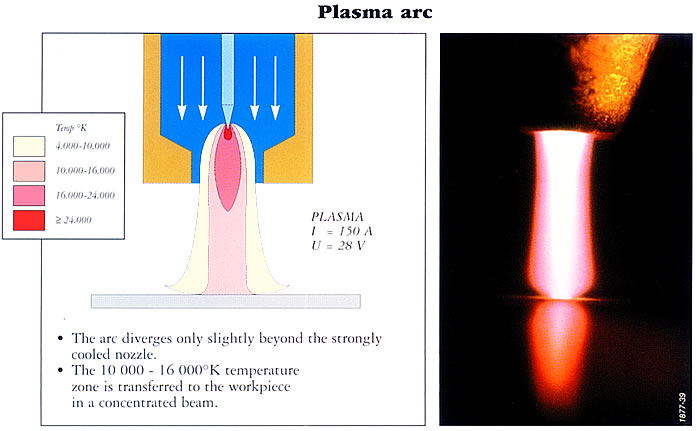 | |
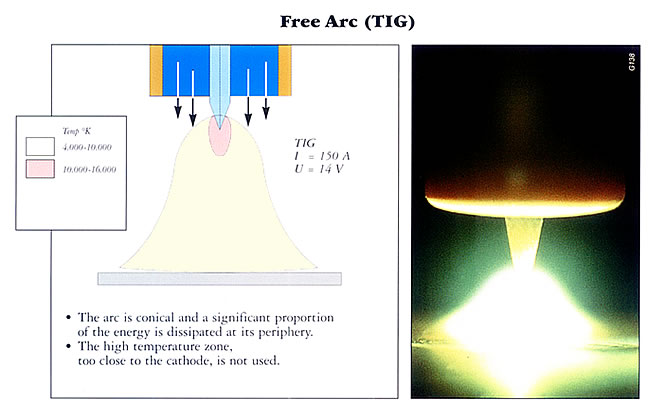
| 自由电弧:圆锥状弧光高度扩散,造成大比例能量浪费于电弧边缘,超过10000℃的高温弧光区高度集中于电弧附近,不能被有效利用。 |
 |
|
 | ||
 |
|||
| 微束等离子焊枪:(左图) 微束等离子自动焊专用焊枪SP45 微束等离子手工焊专用焊枪SP45 适用钨极:直径:1mm或1.6mm 长度:75mm或150mm 枪体总长电缆:4m | |||
|
如有所需可配置SP20手工/自动等离子焊枪:重量轻,最大电流20A(100%暂载率)
| |||
|
微束等离子环缝工装:
CITOTURN 500 专为精细微束等离子及TIG焊设计的高精度,一体化式环缝焊接机床 由于其多单元模块组合系统设计,CITOTURN 500高精度环缝焊接机床在精细微束等离子及TIG焊过程中能为工件提供最佳焊接位置。 | |
 |
技术特点: 坚固的钢结构部件 主动轴直接由测速电机控制的伺服马达驱动 能配不同尺寸的工件爪盘 爪盘及减速箱的位置能根据要求进行变换 焊枪能在上下左右等方向变换位置 架位于滚珠导轨上,能方便地改变及固定其位置 |
|
环缝工装:工件直径:16-400mm 工件长度:480-1000mm 定位精度:±0.02 | |
微束等离子纵缝工装: |
CITOSEAM: 没有达到焊接要求的焊缝,通常会在焊接的起始或终点出现未焊透或烧穿现象.CITOSEAM是建立在一个可扩充模块化系统上的等离子及TIG焊的先进、精确的焊接夹具.独到设计的新气动夹紧装置采用特殊铜材的压脚以保证安全性及夹件的精确性.背衬可根据焊接材料的厚度进行调整及选择.纵向焊枪的行走由测速电机控制的直流马达驱动,焊枪可自动气动定位,也可通过十字滑块进行手工调整.背衬能保证在整个焊接长度提供稳定的保护背气.根据焊缝的长度能选择不同型号的CITOSEAM焊接夹具.如有需要,纵缝隙焊系统可由SPS可编程控制箱进行程序控制。 |
|
纵缝工装:焊接长度:320-1200mm 工件直径:48-800mm 工件厚度:0.2-2mm |
| 焊接试件: | |||||
| |||||
|

|
技术规格
微束等离子电源 |
|
初级输入
3-相电源 (V) 230/400/440
频率 (Hz) 50-60
100%时的初级电源
-400V时 (A) 5.4
最大输入容量 (kVA) 3.4
保险 (A) 10 |
|
焊接性能
焊接电流范围
-等离子焊 (A) 0.06--50
-TIG焊 (A) 0.6--50
焊接电流
-等离子焊 (A) 50 100%
-TIG焊 (A) 50 60% |
|
尺寸与重量
尺寸长x宽x高(mm) 630x355x730
重量 (Kg) 95 |
|
设备保护
保护等级 IP23
标准 EN60974.1/CE |
|
尺寸与重量
尺寸长x宽x高(mm) 720x360x340
重量 (Kg) 36 |
| 定货号 | 产品名称 | 规格配置 / 简介 | 市场价 |
|---|---|---|---|
| MA-01561-00 | 法国SAF微束等离子焊机 |
广泛的应用是在设备制造业中对各种型式的接头进行焊接、如:医疗设备、真空装置、薄板加工、波纹管、仪表、传感器、汽车部件、化工密封件等。微束等离子技术以成功的应用于大多数金属的焊接,如铝及其合金,不锈钢,康铜,铁/镍,白铜,镍银,钛/钽/锆,金等
|
登录 |
| MA-01561-86 | 喷嘴1.2mm | 登录 | |
| MA-01561-87 | 喷嘴1.0mm | 登录 | |
| MA-01561-88 | 喷嘴0.8mm | 登录 | |
| MA-01561-89 | 细钨棒 直径1mm | 登录 | |
| MA-01561-90 | 地线 | 登录 | |
| MA-01561-91 | 电流调节脚踏开关 | 登录 | |
| MA-01561-92 | 20L冷却液 |
20L冷却液
|
登录 |
| MA-01561-93 | W000315597探头 |
W000315597
|
登录 |
| MA-01561-94 | 密封圈91211144 | 登录 | |
| MA-01561-95 | PLASMAFIX51焊机电源小车 | 登录 | |
| MA-01561-96 | SP-45机用等离子焊枪 | 登录 | |
| MA-01561-97 | SP-45手工等离子焊枪 | 登录 | |
| MA-01561-98 | 9.6升焊机冷却液 | 登录 | |
| MA-01561-99 | PEFRIJET51水冷系统 | 登录 |
 EWM50微束等离子焊接系统
EWM50微束等离子焊接系统
 Ultima150等离子焊机
Ultima150等离子焊机