








| �����ţ� | TA-00394-00 |
| ���أ� | �¹� |
| Ʒ�ƣ� | |
| ������ţ� | N |
| �г��ۣ� | �� |
| *�˲�Ʒ�������ò�ͬ�۸�ͬ |
| *�˼۸�Ϊ�ο��۸���۸��Զ�����ͬΪ |


RMG4015���Ʋ����� �����ص�
���͵ĵ¹�KDRMG4015���Ʋ����ǿɲ������ʲ��ϡ�������ֹ�����ͬʱ������ͭ����ͭ���������������ʲ��ϡ������յ�λ̽ͷԭ��������һ�������ĸ�����ʽ���ƽ����̽ͷ����ڹ������ƴ���⡣�����Ľ����羭����̽����빤������������̽ͷ��������ͨ�����Ƶײ����ѹ���½�ֵ�������Ľ�������������ЧӦ���������ڵ���������������Ҳ�����������Ƶ������������Ͳ���ֵ��Ϣ���ɲ����ǵ����������ƣ���ȫ���������ڴ���ġ�δ��ȫ�Ӵ������µĴ�������������������֡�
RMG4015���Ʋ����� ���һ
�¹�KDRMG4015���Ʋ����Ǽ�ⱨ���ͨ��RS232 �����ߴ�С�ʹ�ӡ�����ɰ������ṩ����ӡ��Ҳ��ʹ����ͬPC ͨ�ţ�ͨ��STATWIN 2002 ����������PC ��ʹ��Windows ����ϵͳ�������������Ի�ò���ֵ�����ҿ��ṩ���ݹ�����ͼ����ʾ�����⣬Ҳ���½���ⱨ��������ļ���
 |
 |
RMG4015���Ʋ����� ����
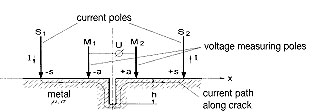
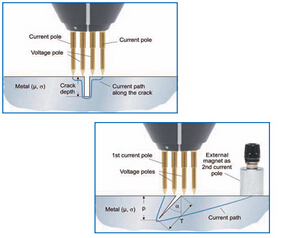
�����缫 Sl �� S2 ���������������������������������缫Ml �� M2 ֮��ĵ�ѹֵU�����ĵ���ֵ���ѹ�����ȡ���ˣ���ѹֵU ��δ֪���������h����֪�IJ���������2a������������2s �Ͳ��ϵĵ�����Ծ��������ʹ�ý����磨AC����������ЧӦ���糡�͵����߾��ڱ�����������ͨ����ͬʱ�������ܶ���ǿ����������Ĵ���ȹ�ʽ�Ǹ���Ƶ�ʺͲ������Եó��ġ�

���κͷ������еĵ�����S���Ͳ�����M��
��ͳ�����IJ���
�������h��������ѹ��Ƶ��֮���Ƿ����Եģ�Ҳ���ɲ�ͬ�ĵ�����Ծ����ġ����ɲ�ͬ�IJ��Ͼ�������ͳ�������Դ˿����Dz���ֵġ���Ϊ������ѹ�ر�С��ֻ�м���uV������ͳ�����ر������ܸ��ŵ�Ӱ�졣���ڵ����ߵ�λ�ö������ĸ�Ӧ��ѹ�Բ��������Ӱ��Ҳ�Ǻ��ձ�ġ����⣬��̽ͷ�Ӵ�����ʱ���Ӵ����������ơ�̽ͷ��ĥ����ܵ��²���Ԥ֪�Ľ������ͳ�����缫̽ͷ�����ͷֿ��ĵ�����ͷ���������Ĵ�����Ϊ������ͷ�ľ���û�б����ǽ�ȥ��
�¹�KDRMG4015���Ʋ����ǵ���̽�룺
KARL DEUTSCH ����̽ͷ���ĸ�̽����ɡ������Ʋ�����40 �꾭��Ͳ��ϵķ�չʹ�����������ڵ�ר����DE3828552C2����һ��ֱ̽ͷ��б̽ͷ��ֱ̽ͷ�Dz��÷��δ������У��������Բ����dz�С��
���κͷ������еĵ�����S���Ͳ�����M��
�¹�KDRMG4015���Ʋ�����������ⲿ������ͷ�����δ�ͷ��״��ȣ�̽���������ʹ���ƴ��ڲ����ͼ�ⴥͷ���ĵ�λ�á���������ѹ�½�·���ɲ����������ס����Ͳ�����ͷ�ɵ��ɼ��ء��ƽ�Ӳ������ɣ�����֤����ѵĵ����Ӵ���Ҫ�ߵĽӴ�ѹ����

 ���Ʋ���Ƕ� |
 ���滻���ƽ�Ĵ��� |
��ʹ�ù��߾Ϳɸ������룺ĥ���̽ͷ�ĵ���Ͳ�аγ����벢������̽ͷ��������ά�ġ��Դֲڻ��������棬 ��������������ѵĽ������ѹ�ڱ�����ʱ�������Զ����������ᡣ������խ�ģ��ǻ��������ɱ���������ȫ�ĽӴ������塣̽ͷ�����õ�·����һ��ǰ�÷Ŵ����������������źſ���ȫ�������������⣬���䵥Ԫ����̽ͷ�ڲ������洢������̽ͷ���ݺͲ������ԡ�

RMG 4015 �ṩһ�����д�0mm ��10mm ����˹����Ƶ�У�Կ飬�����û����ڲ����ڼ�У������̽ͷ��̽���ĥ�����Χ���¶ȵ��µ�ƫ���ͨ����У��������ȷ��ֵ���Դ�����̽ͷ�С���������ڵIJ�����ѹת������RMG 4015 �����������Ƶġ��������õ�У�����dz��ڴ�Ŀ�Ĵ洢�������еġ�����֮ǰ����̽ͷ���ڹ��������ƴ���������ѹ��У���еĴ洢ֵ��Ƚϡ����������ݲ��ϵ���������ȷ���Ժ�������Ƶ�ȷ����ȡ���������������ء����ڲ����̽��ĽӴ������µ������������ĽӴ���̽ͷ�IJ����ǿ��Ա���ġ�����������Ľ�����������ܷ��������Ի����ѵIJ����������ԣ�+/- 0.1mm 100mm ������ȣ�����ʹ�ǵͱ�Ÿֻ��������������֣���ߵ���ķ����Բ��ϣ�������ͭ�������ܻ���㹻�ľ��ȡ�
RMG4015���Ʋ����� ����ԭ��
RMG 4015ʹ�ý�����λ��ķ����� ���豸����̽���ϼ���һ����֪��ѹ�Ľ���.��̽��ʹ����ƵĹ����Ӵ�ʱ, �ͻ��е�ѹ��, ͨ���������ѹ��, �Ϳɲ��������Ƶ���ȡ�
������ǰ����: ������ڲ�����Χ�ڱ����е���͵��ŵ�����, ���ұ������Ƹ����IJ������Ա������ȶ��ġ�
|
����̽ͷ��ѡ
������ �� ���Ʋ����� RMG 4015 ����
|
�¹���������־ ��Ȩ��
̩������Ϊ�¹�KD�й��ܴ�����̩������16�����ҵ���۲�ӵ��һ֧�����ʵ������뼼�����飬Ϊ����û��ṩ�������ֳ���ѵ���ۺ����
RMG4015���Ʋ����� ���

 EMIC-1M���ƴ�ָʾ�������ţ�MM-65789-00
EMIC-1M���ƴ�ָʾ�������ţ�MM-65789-00 WLTS-1A���ټ�����̽���������ţ�MM-63584-00
WLTS-1A���ټ�����̽���������ţ�MM-63584-00 UP-19�������Ƽ���������ţ�MM-65790-00
UP-19�������Ƽ���������ţ�MM-65790-00 U31Dˮ�����Ƽ���������ţ�MM-65791-00
U31Dˮ�����Ƽ���������ţ�MM-65791-00 EMIC-1M(MMT-3)���ƴ�ָʾ�������ţ�MM-65792-00
EMIC-1M(MMT-3)���ƴ�ָʾ�������ţ�MM-65792-00 BOLT-SCOPEII��������˨����������ţ�MM-64230-00
BOLT-SCOPEII��������˨����������ţ�MM-64230-00 MI4015�߾������ܻ����Ʋ����DZ��������ţ�MM-65793-00
MI4015�߾������ܻ����Ʋ����DZ��������ţ�MM-65793-00 WELD SCOPE��������̽���������ţ�MM-63585-00
WELD SCOPE��������̽���������ţ�MM-63585-00 Korona 2.1̽���������ţ�MM-63586-00
Korona 2.1̽���������ţ�MM-63586-00 Korona 2.2 - Holiday̽���������ţ�MM-63587-00
Korona 2.2 - Holiday̽���������ţ�MM-63587-00 EMG-P06���ֻ��߾���������Ȳ����������ţ�MM-00247-00
EMG-P06���ֻ��߾���������Ȳ����������ţ�MM-00247-00
| ������ | ��Ʒ���� | ������� / ��� | �г���/(��Ա��) |
|---|---|---|---|
| TA-00394-00 | RMG4015�ѷ������ | /() |















 �¹���������־���¹�KD��
�¹���������־���¹�KD��
