







| �����ţ� | MA-26494-00 |
| ���أ� | ���� |
| Ʒ�ƣ� | |
| ������ţ� | N |
| �г��ۣ� | �� |
| *�˲�Ʒ�������ò�ͬ�۸�ͬ |
| *�˼۸�Ϊ�ο��۸���۸��Զ�����ͬΪ |


 |
 |
 |



|
�������� |
�����Դ���� |
230/400/415/440V 50-60Hz |
|
�������ij������� |
22A��415V��
39A��230V�� | |
|
����� |
���ص�ѹ |
71V |
|
���ӵ��� |
20A-340A | |
|
40��ʱ�������� |
60% |
340A |
|
100% |
300A | |
|
��˿ֱ�� |
̼��/����� |
0.8-1.6mm |
|
�� |
1.0-1.6mm | |
|
ҩо��˿ |
1.0-1.6mm | |
|
�ߴ磨��*��*�ߣ� |
1037*620*1070mm | |
|
���������أ� |
���� |
170kg |
|
ˮ�� |
183kg | |
|
��˿�� |
| |
|
��˿���� |
4 | |
|
��˿�ٶ� |
1-20m/min | |
|
��ȫ���� |
IP23 | |
����˿С����
|
��  |
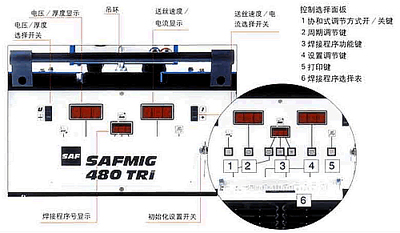
�����Զ� / �ֹ�����Ӧ�÷�ʽ����Ϊ7������ɣ� ���� �����䣨���н���ֹͣ��ť�������� ���� / �������� ���� Զ�̿��ƺУ��������������������� ����ת��ǹ�̶����� ���� TM84/TM700 ��ǹ�������������� �� ��˿�����֣� ���� ���ߵ����֡� |

 DIGI WAVE500���ֻ����������ţ�MA-26482-00
DIGI WAVE500���ֻ����������ţ�MA-26482-00 500W˫�������ֺ��������ţ�MA-26483-00
500W˫�������ֺ��������ţ�MA-26483-00 400W˫�������ֺ��������ţ�MA-26484-00
400W˫�������ֺ��������ţ�MA-26484-00 300W˫�������ֺ��������ţ�MA-26485-00
300W˫�������ֺ��������ţ�MA-26485-00 PR04200����������屣�����������ţ�MA-26486-00
PR04200����������屣�����������ţ�MA-26486-00 PR03200����������屣�����������ţ�MA-26487-00
PR03200����������屣�����������ţ�MA-26487-00 PR05200����������屣�����������ţ�MA-26488-00
PR05200����������屣�����������ţ�MA-26488-00 DIGI WAVE400���ֻ����������ţ�MA-26489-00
DIGI WAVE400���ֻ����������ţ�MA-26489-00 TPS2700ȫ�����������屣�����������ţ�MA-26490-00
TPS2700ȫ�����������屣�����������ţ�MA-26490-00 TPS4000ȫ�����������屣�����������ţ�MA-26491-00
TPS4000ȫ�����������屣�����������ţ�MA-26491-00 TPS5000ȫ�����������屣�����������ţ�MA-26492-00
TPS5000ȫ�����������屣�����������ţ�MA-26492-00 TOPMAGTANDEM˫˿�������ţ�MA-26478-00
TOPMAGTANDEM˫˿�������ţ�MA-26478-00
| ������ | ��Ʒ���� | ������� / ��� | �г���/(��Ա��) |
|---|---|---|---|
| MA-26494-00 | MIG480�������ϵͳ | /() | |
| MA-26494-97 | ������ | /() | |
| MA-26494-98 | ���� | /() | |
| MA-26494-99 | ˮ�� | /() |



 ����SAF-FRO
����SAF-FRO



