








| �����ţ� | TA-01214-00 |
| ���أ� | �ձ� |
| Ʒ�ƣ� | |
| ������ţ� | N |
| �г��ۣ� | �� |
| *�˲�Ʒ�������ò�ͬ�۸�ͬ |
| *�˼۸�Ϊ�ο��۸���۸��Զ�����ͬΪ |



Olympus NDT�з������ڶԴ�ֱ��Բ�����м��ĸ��ټ��ϵͳ����Щϵͳ�ȷ�����������������ֲ��ή�������ʡ�Ϊ���������ϸ�ij������������Ҫ��Olympus������������������ķḻ���飬�з�����Щȫ�Զ����ϵͳ�����⣬Olympus�ṩ����"��Կ��"��ҵ������������ɸ��ݲ�ͬ�ͻ����ض����������Щ��������������ĸ������ֿ��Ե�������Ŀ��ʽ�ṩ���ͻ�����Щ��Ŀ���£�
����Ʒ:
��������
�����ϳ�
����ʹ��
���ԭ��
װ�м��ͷ�Ļ���С���������ij��ȷ�����������п�ʼʱ���������ͷ�½��������Ϸ�����������ֹʱ�ٽ���������ԭλ�������Ľ�����ת�����м��ͷ��С����ǰ���еĹ����У�ϵͳ�����Ľ��м�⡣
ÿ�����ͷ�����ݶ��صĻ�е��Ⱥ������ƣ��������ͷ������һ���ϴ�ĽǶȷ�Χ���ƶ�����������ת�е����ģ����ң��������ı����ƽֱ������Σ�̽ͷ���ɽ�����������ϵ��������ϡ������ض�����������˼����ظ��ԣ�����ʡȥ�˶Լ��ˮ�۵�ʹ�ã��Ӷ��ӿ첢���˶����ĵIJٿء�


������볣�泬���ĶԱ�
ʹ�ó��泬������ʱ����ʹ��ˢʽ����̽ͷ����һ����ת�м��ϴ�������ȣ�������Ϊÿ��̽ͷ������֮�䲢û���������������ȱ�ݵ�̽������Ȼ�ܵ͡�
��Ȼʹ�����ų��泬��̽ͷʱ�������ӳ��������ĸ����ʣ��������������ܶȵ�������صIJ�����״̬��Ȼ���ڡ����������е�ijЩ�������յ��ϵ͵ij�������������̽����������ϸСȱ�ݵ�����Ҳ��֮���������⣬ʹ�����ų���̽ͷͨ������ɻ�е��λ�IJ��ȶ���
ʹ�ó��泬������̽��Сȱ��ʱ����������UT������������ȿ���ֻ��-6 dB����ijЩ�����£�������������ܻ���͡�
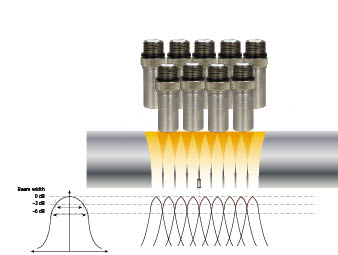
���������һ���������͵ij�����⣬��ʹ�ó���Ķྦྷ����̽ͷ����ǿ�������/�������ڲ��Թ����д�����Ƶ��������������/�����л��ƻز����ߡ������̽ͷʵ������һ������Ϊ���С��Ƭ�ij�����̽ͷ����Щ��Ƭ������������
���Ե���ɨ����ͨ���������᷽���ƶ����������еģ��������κλ�е�˶����������ƶ�ͨ����ʱ��·�л����Ƭ����ɡ�
ʹ���������̽��Сȱ��ʱ���������ھ۽�����֮��������Ȳ������ᳬ��2 dB��
�����ļ��ij��泬�����������ȣ��������������������:
�ڲ��ͽ������ȱ�ݼ��

OlympusΪ����ֱ���������з���ʹ����������ļ��ϵͳ���ü�����̽��������ڲ��ͽ������ȱ�ݡ�ƾ��Olympus���ص�ˮШ������������ĵ����屡Ĥ���ڱ�Ĥ�����ı����ֻ����һ�㼫����ˮĤ������ʵ�ֳ�����ϡ�
����ˮШ�е�ˮ�����̲��ܸ��ţ��ɱ�֤��С�Ͳο�ȱ��̽��ĸ��ظ��ԡ����ֶ��ص�ˮШ��е�������ʡȥ�˶Լ��ˮ�۵�ʹ�ã��Ӷ������������мӿ첢���˶����ĵIJٿأ����������������
�ݲ����ͷ

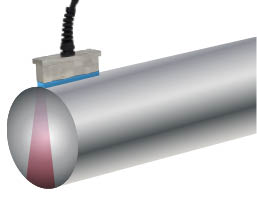
�ݲ���LW�����ͷʹ�ð�װ��0��̽ͷ���ϵ������̽ͷ��̽�����ĵ��ڲ�ȱ�ݡ�
�Შ���ͷ

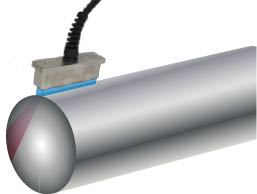
�Შ��SW�����ͷ����̽�������ľ������ơ�������ͷ���ݲ������ʹ�õļ��ͷ���ƣ���ͬ������ʹ����һ�ֲ�ͬ��̽ͷ�ܣ��Ը���̽ͷ�Ļ�е�ǣ�����ǣ����Ӷ�ʹ���������������л��һ��45�������ǡ�
��������ԭ��
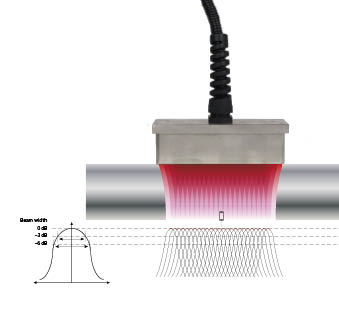
�������У�ECA����һ�������⼼���������Ե��ӷ�ʽ����ͬһ��̽ͷ��װ���ڲ����ŷţ��������������Ķ��������Ȧ��̽ͷ�е�ÿ������������Ȧ����һ�������Ȧ�½ṹ��ص���λ�������źš�
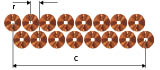
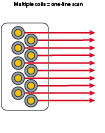
һ����������̽ͷ��������Ȧ���ɣ�����ǰ�����ٽ���������Ȧ֮����һ���������������������ܲ���һ���ܸߵļ��ֱ��ʡ���һ������ȷ��ʵ��100%�ı��渲���ʣ���ƾ���С�ľ�Ƭ�ߴ磬��÷dz��ߵ������ȡ��ɼ���Ԫ����һ����Ȧ�л�����һ����Ȧʱ����һ����������Ȧ���Ӷ�����ÿ����ת�м��ܴ������
ÿ��������������Ȧ�Բ��ģʽ���ӣ������ɻ���Ż�������ȣ���ʹ����������������̣��磬��Ƥ���̣��г������Ի�е��ʽ��ɵı仯��������Ȧ���ӵķ�ʽ��ȷ���Ժ��������ȱ�ݾ����м��ߵ������ȡ�
ECA������Ҫ�������ڽ�ͨ������̽ͷɨ���ɸ��ǽϴ������ͬʱ�������˺ܸߵķֱ��ʡ�
����ȱ�ݵļ��


Olympus NDTΪ̽���ֱ�������ϵı��濪��ȱ���ṩ�Ľ�����������������м�����
ECA�����ʹ�õļ��ͷ�Ļ�е������������������ʹ�õļ��ͷ�Ļ�е���������ͬ��Ψһ��������ECA���ʹ����һ�������ECA̽ͷ�ܣ��������������е�ˮШ���Ӷ���ʹ���ͷ��Ը�������ֱ������ɳ����Ż������������ʹ���ڼ��ʱ�뱻�����ı��������ĽӴ���
װ��Ӳ�ʺϽ�����̽ͷ�ܿɱ���̽ͷ����ĥ������Ӷ�ʹECAϵͳ���õ������ھ��в�ͬ����İ��Ʒ�ͳ�Ʒ���ġ�
ÿ��ECA̽ͷ����ÿ����ת�м�ⳬ��100���������⣬����ʹ�������������ͬ���������н��м�⡣ʹ��ECA��̽ͷ�Ľ��������ʹ�öྦྷƬ�����̽ͷ�Ľ�������������Ƶ����ơ�

����
n = ͨ������
r = �ֱ��ʣ���ȡ������Ȧ���ã�
C = ���Ƿ�Χ


�����ͷ
����ֻӦ��һ�ּ�⼼��ʱ�Ļ������á���������Ӧ���ݲ���������ʱʹ��0��ˮШ���������⣻������Ӧ�������������б����⡣
��������:
�ĸ����ͷ

���ǿ��Ը���100%��������ͱ�����������á�һ���ݲ����ͷ����̽���ڲ�ȱ�ݣ������Შ���ͷ���Შ+�ͺᲨ-������̽�������ľ������ƣ�����һ���������м��ͷ���ڱ����⡣
���ң������������ĸ����ͷ�е���������ʹ��ͬһ���������磺�����ݲ�/�����������������ݲ�/�Შ+/�Შ-�����Ի�е��ʽ�����������Ӷ��ɼ��������Ч�ʡ�
���⣬�����û���ijЩ�ض���������ʹ���ĸ����ϵļ��ͷ��
��������:
˫���ͷ

�������õ���ҪĿ������ͬһ�����ɨ�������н��ݲ��������������м�⼼�������һ��
���ǣ���ʱҲ��������������ʹ������ͬһ�������͵ļ��ͷ�����������ݲ��������������У����Ի�е��ʽ�����������Ӷ������Ч�ʡ�
��������:




 EEC-20+����̽���������ţ�MM-03196-00
EEC-20+����̽���������ţ�MM-03196-00 EEC-35++����̽���������ţ�MM-03200-00
EEC-35++����̽���������ţ�MM-03200-00 Pulsec��������̽���������ţ�MM-03210-00
Pulsec��������̽���������ţ�MM-03210-00 Phasec 3d����̽���������ţ�MM-03212-00
Phasec 3d����̽���������ţ�MM-03212-00 ���������LOCATOR2S�����ţ�MM-63491-00
���������LOCATOR2S�����ţ�MM-63491-00 EEC-39RFT����ȫ����ʽ��ƵԶ�������������ţ�MM-63492-00
EEC-39RFT����ȫ����ʽ��ƵԶ�������������ţ�MM-63492-00 SMART-37RFT��ЯʽԶ����������������ţ�MM-63493-00
SMART-37RFT��ЯʽԶ����������������ţ�MM-63493-00 EEC-30+����̽���������ţ�MM-63498-00
EEC-30+����̽���������ţ�MM-63498-00 ET-558H+��Ƶ��ͨ��Զ�������������ţ�MM-63494-00
ET-558H+��Ƶ��ͨ��Զ�������������ţ�MM-63494-00 FIRST301���ֱ�Яʽ����̽���������ţ�MM-63495-00
FIRST301���ֱ�Яʽ����̽���������ţ�MM-63495-00 HYT-O����̽���������ţ�MM-63496-00
HYT-O����̽���������ţ�MM-63496-00 EEC-3300����������̽���������ţ�MM-63497-00
EEC-3300����������̽���������ţ�MM-63497-00
| ������ | ��Ʒ���� | ������� / ��� | �г���/(��Ա��) |
|---|---|---|---|
| TA-01214-00 | RBIS��ת���ļ��ϵͳ | /() |




 �ձ����ְ�˹
�ձ����ְ�˹
